
World-Class Infrastructure
0+
Years of Processing
0+
Clients Served
0+
Export Countries
0
Active Certifications
Inside the line
Integrated facilities, modern technology.
Our modern, fully integrated processing facilities are equipped with advanced machinery and technology to ensure consistent product quality across pulses, rice, spices, and nuts.
Strategically located units enable seamless sourcing, processing, storage, and distribution — supporting both domestic and international markets with reliability and speed.


Our capabilities
End-to-end, all under one roof.

Advanced Processing Facilities
Fully automated cleaning, grading, and processing lines with high-capacity handling systems for bulk and packaged products. Hygienic, dust-free processing environments with minimal human intervention to eliminate errors. Each facility is maintained through regular inspections and preventive maintenance.
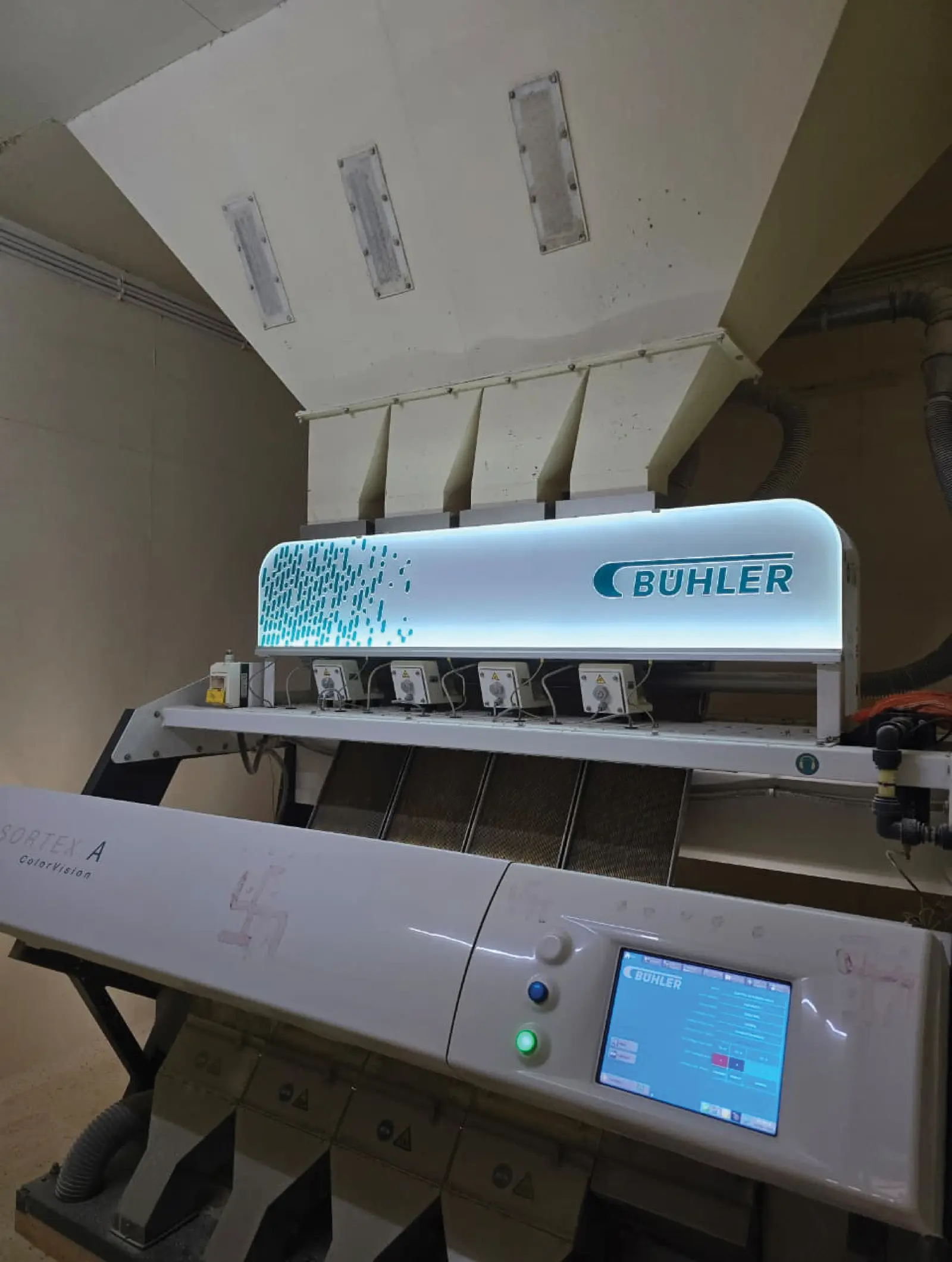
Precision Optical Sorting
Bühler SORTEX optical sorters with high-resolution cameras and intelligent sensors scan every grain. Detects defects by colour, size, and shape with precision air-blast systems for foreign particle removal — ensuring superior purity, uniformity, and reduced wastage.
Quality Control & Hygiene
FSSAI, HACCP, GMP, and ISO compliant facilities with multiple quality checkpoints during processing. Controlled environments for contamination prevention with continuous monitoring and documentation — guaranteeing food safety, freshness, and traceability from source to shipment.

Storage & Inventory Management
Organised bulk and finished-goods storage with moisture and pest control systems. FIFO (First-In, First-Out) inventory management with efficient material handling for faster dispatch. Products remain fresh and secure until delivery.
Packaging & Export
Air-tight, tamper-proof sealing with protection from moisture and contamination. Custom packaging options (500g, 1kg, bulk packs) with export-ready labelling and compliance. Integrated logistics support for smooth container loading and timely global shipments.

Sustainable Operations
Continuously upgrading infrastructure to optimise energy consumption, minimise processing waste, support sustainable sourcing practices, and maintain eco-friendly operational standards. Our infrastructure supports business growth while contributing to a sustainable food ecosystem.

Precision engineering
Bühler SORTEX, every grain.
HS Proteins uses Bühler SORTEX optical sorters — the gold standard in grain sorting technology. These machines scan every grain using high-resolution cameras and intelligent sensors.
- Detects defects by colour, size, and shape
- Removes foreign particles with precision air-blast systems
- Ensures superior purity and uniformity
- Reduces wastage and improves yield
The result: a cleaner, safer, and more consistent final product that meets international export standards.
Storage & export
Warehouse to container, fully traceable.


Partner with us
Building global trust through infrastructure.
With robust infrastructure, advanced technology, and stringent quality systems, HS Proteins delivers consistent, export-grade food products trusted by retailers, wholesalers, and HORECA partners worldwide.
Partner with usIndependently audited & certified